
TIG Welding guide
GUIDE TO TIG WELDINGThis is a free basic guide on how to do TIG welding using a TIG welder (Tungsten Inert Gas) TIG welding is a skill that needs to be developed over time, with a piece of metal in front of you and with a welding torch in your hands. TIG welding requires patience and practice.
The Tokentools Alupulse AC/DC TIG Welder used in this guide. 1. WHAT IS TIG WELDING?
2. CHOOSING AND PREPARING THE TUNGSTEN ELECTRODE A tungsten electrode is required when TIG welding and this is inserted into the welding torch. This electrode carries the welding current to the work. For welding aluminium the most popular choice is a Zirconiated TIG tungsten electrode (White tipped), for steel the most popular is a Thoriated TIG tungsten electrode (Red Tip) A number of tungsten alloys are also available (including Thoriated Tungsten) There are different sizes of tungsten’s available which relate to the welding power you are using for a particular job. It is important to use the correct size of electrode for the welding power you are going to use. See below:
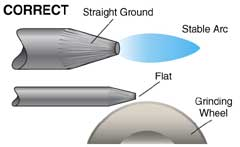
Preparation of the tungsten electrode is important. The end needs to be ground to a point (see images below). Brand new electrodes will always need to be prepared in this way. When welding on aluminium the tungsten will begin to form a ball, this is perfectly normal. When welding steel the electrode will always stay pointed.
Below you can see me holding a new tungsten electrode ready to start the grinding process. I prefer to use the side of a clean wheel as I have more control. Position the tip where you feel comfortable. Remember to ensure all health and safety requirements are taken when using a grinding wheel.
The picture on the right hand side of this page shows the tungsten in the end of the tig torch, you can see the ball formed on end of the tungsten as this has been used for aluminium welding. With the introduction of new power source technologies, the use of pure tungsten is decreasing. Pure tungsten melts at a lower temperature causing it to easily form a rounded ball at the tip. When the ball grows too large, it interferes with your ability to see the weld puddle and causes the arc to become unstable. Ceriated tungsten can withstand higher temperatures and works very well with the new squarewave and inverter machines for the following reasons:
3. SAFTEY GEAR TIG welding can be a pretty safe thing to do so long as you follow a few important safety precautions. TIG welding produces lots of heat and lots of harmful light, you need to take a few steps to protect yourself. The light that is generated by any form of arc welding is extremely bright and contains UV and Infra Red radiation. It will burn your eyes and your skin just worse than the sun so YOU MUST protect yourself. The first thing you will need to weld is a eye protection. I am wearing an auto-darkening welding helmet below. They are really helpful if you are going to do a lot of welding and make a great investment if you think you will be working with metal often. Manual masks require you to jerk your head dropping the mask into position or require to use a free hand to pull the mask down. This allows you to use both your hands to weld, and not worry about the mask. Always ensure to protect others from the light as well and use a welding screen to make a border around yourself. The light has a tendency to draw on lookers who might need to shielded from being burned too. Wear gloves and leathers to protect yourself from molten metal splattering off of your work piece. Some people like thin tig welding gloves for welding so you can have a lot of control. In TIG welding this is especially true. The leathers will not only protect your skin from the heat produced by welding but they will also protect your skin from the UV light produced by welding. If you are going to be doing any amount of welding more than just a minute or two you will want to cover up because UV burns happen fast! If you are not going to wear leathers at least make sure that you are wearing clothing made from cotton. Plastic fibers like polyester and rayon will melt when they come into contact with molten metal and will burn you. Cotton will get a hole in it, but at least it won’t burn and make hot metal goop. Do not wear open toed shoes or synthetic shoes that have mesh over the top of your toes. Hot metal often falls straight down and I have burned many holes through the tops of my shoes. Molten metal + hot plastic goo from shoes = no fun. Wear leather shoes or boots if you have them or cover your shoes in something non-flammable to stop this. Weld in a well ventilated area. Welding produces hazardous fumes which you shouldn’t breathe in if you can avoid it. Wear either a mask, or a respirator if you are going to be welding for a prolonged amount of time. Fire hazards Molten metal can spit several feet from a weld. Grinding sparks are even worse. Any sawdust, paper or plastic bags in the area can smolder and catch fire, so keep a tidy area for welding. Your attention will be focused on welding and it can be hard to see what’s going on around you if something catches fire. Reduce the chance of that happening by clearing away all flammable objects from your weld area. Keep a fire extinguisher beside the exit door from your workshop. CO2 is the best type for welding. Water extinguishers are not a good idea in a welding shop since you are standing next to a whole lot of electricity. Important Safety Warning DO NOT WELD GALVANIZED STEEL. Galvanized steel contains a zinc coating that produces carcinogenic and poisonous gas when it is burned. Exposure to the stuff can result in heavy metal poisoning (welding shivers) – flu like symptoms that can persist for a few days, but that can also cause permanent damage.
4. PREPARING FOR THE WELD Before you start welding make sure things are properly setup at both the welder and on the piece you are about to weld. The Welder Getting the correct settings for type of weld you are doing requires some trial and error, especially if you are new to using TIG welders. Some basic parameters are consistent to all TIG welding whereas many other functions may only be available on higher specification machines. For welding today we will be using a Tokentools Alupulse 200 which is a fully featured AC DC Tig Welder and in the picture below you can see the front panel with a description of the controls and what they actually do.
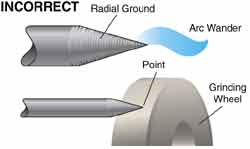
1. Base current control This adjusts the main welding current and is shown in L.E.D (Fig 4.11) 2.Pulse peak current adjustment This sets pulse amperage and must be set above the base (main) current amperage. If set to zero pulse welding is disabled. 3.Pulse frequency adjustment This sets how often pulse will occur 0.5 to 25hz 4.Up slope Adjustment 0-5 seconds. The main welding current raises from minimum amperage to main current selected in time selected when weld started 5.Pulse width Pulse width adjustment sets the length of pulse 10% to 90% of a pulse cycle. If you are pulsing at 1 pulse per second (pps) then this is 0.1 to 0.9 of a second however if youy are pulsing at 25 pps then this is (0.1 to 0.9 seconds) divided by 25 as there are now 25 pulses per second. 6.Down slope Down-Slope adjustment 0-5 seconds. The main welding current decreases from main amperage to minimum amperage in time selected when weld finished, sometimes known as crater fill. 7.AC / DC Selector switch This switch selects either DC for welding steels or AC for welding alloys DO NOT SWITCH WHEN WELDING AS DAMAGE TO MACHINE CAN OCCUR. 8.2/4 Way selector switch 2/4 Step trigger mode switch TIG welding can either be done in 2 or 4 step mode. When the trigger mode is in the 2 step position the following sequence will occur Press and hold the TIG torch switch to start sequence. The machine will open gas valve to start flow of shield gas, after a 0.5 seconds pre-flow time to purge air from torch hose the welding output of machine will be turned on and the arc will be started. After the arc is started the output current will increase from the start (min) current to base (main) current in time selected by slope-up. Main power will be achieved instantly if no slope up is in the 0 minimum position. Release the TIG torch switch to end sequence. The machine will now decrease output to finish (min) current in time set by slope-down, once at finish (min) current the machine will stop output and the gas valve will continue to operate for the selected time (post flow) Possible variations of this standard sequence are shown in diagram below. It is possible to press and hold tig torch switch a second time during downslope time to restart. After the switch is pressed the output current will raise to base (main) current
When the trigger mode is in the 4 step position the following sequence will occur 9.MMA / TIG mode switch MMA-TIG mode switch. Switches between TIG (GTAW) & MMA STICK (SMAW) welding 10.AC squarewave frequency adjustment AC Squarewave frequency adjustment 20-300Hz. Traditional TIG welders have a fixed frequency of 50Hz, the Alupulse advanced technology allows AC frequency adjustment from 10-2300hz, as you turn up the frequency the width of arc from tungsten decreases allowing more control of weld pool and an increase travel speed The pitch noise of weld will increase when AC frequency is turned up, this is normal. 100 – 120Hz is the (sweet spot) for most AC welding. 11.LED Display 3 digit LED meter is used to display the pre-set (before welding) amperage and actual amperage (when welding). 12.Gas post flow adjustment Gas post flow adjustment 1 to 25 seconds. The gas keeps flowing after weld has finished, this cools & stops tungsten from getting contaminated. Note: Gas pre-flow time is fixed at 0.5 seconds in TIG mode but no pre-flow time will occur if the arc is restarted during post flow time as gas is already flowing. 13.AC squarewave balance (SP%) SP% AC Squarewave balance control 20% to 80% Set at 50% this provides balanced control suitable for most AC Welding. 80% is max cleaning / least penetration and 20% is least cleaning / max penetration. When welding dirty/contaminated material more cleaning may need to be selected. Tip. If you are welding close to the tungsten limits, I.E 200amps on a 2.4mm tungsten and the end of tungsten is wobbling and falling off, turning down the SP% will give better tungsten stability
The Metal An earthing clamp should be present and attached to your workpiece or, as in the picture below, the bench. The other end should be attached to your welding machine. Some kind of large metallic area is necessary to let electricity flow through your metal. If you don�t have a welding bench then a large sheet of metal will do the job. Be sure to securely clamp down the metals you are working on
1. Earth clamp secured to the workpiece or bench 5. GETTING STARTED ON THE WELD Holding the torch Hold the torch as shown in the photograph below. The tungsten should be raised from the surface of the work by about 3-6mm. Do not let the tungsten touch the work or it will contaminate your material and you will have to re-grind the tungsten. aim for a working angle of about 45 degrees to the work surface. Grab a filler rod Take a filler rod in your left hand and position horizontally so that it rests at a 15 degree angle to the work, when you insert the filler rod into weld pool, do so by adding it to the edge of the pool keeping it away from the tungsten to avoid tungsten contamination. The filler rod will melt and flow into the weld pool.
Foot Pedal Control Controlling the weld current is best done by using a remote foot pedal (pictured on the left). Check to see if your machine can run one of these. This kind of control will help you keep the weld pool steady and help make sure that the pool doesn�t grow, shrink, spread or narrow during the weld. It�s a good idea to practice controlling the welding amperage with a foot pedal on some scrap before you start welding for real. The picture on the right shows a good, controlled weld.
6. LETS DO SOME TIG WELDING! Establishing the arc with torch switch operation Set the amperage desired on the main amperage control on machine and press the torch switch and the arc will be started. Establishing the arc with foot pedal operation Getting the arc started requires at least a half press of the foot pedal especially if welding at very low amperages. NOTE: A foot pedal in operation will only allow the maximum amperage that you have set on the machine to travel to the torch head. If you experience difficulty starting the arc this is very commonly down to an insufficient amperage setting on the welder and not related to the operation of the foot pedal. Tacking Tack welding two pieces together will hold your work in place and prevent the work from moving as you progress along the weld. Metals like aluminium spread heat very quickly so work that is not tacked may have a tendency to warp or distort by the time you reach the end of a section of the weld. Tacking to stop distortion is very important. Creating a weld pool The arc will rapidly build heat into the metal and form a �pool� of fluid metal. At this point the filler rod needs to be presented to the edge of the pool. The filler rod will become fluid and form into the weld pool. If you heat the metal in one place for too long the metal will warp and deform. (If practicing, try backing off the pressure on the foot pedal and lowering the amperage to the weld pool to see what happens). Do not put the filler rod to close to the tungsten electrode as it will contaminate the tungsten and you will have to grind it down and restart, a contaminated tungsten will produce a dirty weld and can be very hard to start the arc too. Creating a bead Once a pool is established and the filler rod presented you must move along with the torch pushing the pool along the joint and repeating the process of adding in the filler rod as you go. This is called leading the electrode If the metal starts to burn or melt away then too much current is being fed to the pool and you should lift off the foot pedal If the metal gets a flaky but not liquid look to it, put in more power by increasing the pressure on the foot pedal 7. TYPES OF WELD The real secret of producing quality TIG welds is mostly in getting the weld pool to form, at the same time, on both pieces of metal. The easiest type of weld is the fillet, two metals joined at right angles. See below: Slope Up (only used with torch trigger operation) This enables you to set a time that when you start welding the machine will start at minimum amps and slope up to the main amperage you have set on control panel in the time you have set on slope up control. Slope Down (only used with torch trigger operation) This enables you to set a time that that when you stop welding the machine will slope down to minimum amps you have set on control panel in the time you have set on slope down control. This is also known as crater fill and allows you to have a better finish off weld and no crater Gas post flow adjustment This allows you to set the time the gas will keep flowing once the weld is finished, this cools the torch on air cooled torch systems and stops the tungsten from getting contaminated. If the tungsten turns blue on gets pitted after welding, turn the post flow up. The rule of thumb is to set the gas post flow time to 4 x size of tungsten being used, I.E 2.4mm tungsten set post flow to 9-10 seconds. The amperage you are welding at will also affect this, higher amperages need longer post flow time AC Balance control (SP%) This controls the cleaning / penetration of the arc. On the above tig welder 50% is balanced and will perform best for most welding requirements. If the work material is very dirty, you can turn the balance control towards 70% and the machine will spend more time cleaning (lifting the oxidization of the work) and less time penetrating the work. If you are welding at amperages close to the tungsten limit and are experiencing the end of tungsten wobbling too much and falling of, turning the balance to more cleaning can stop this happening and also can lengthen electrode life Turning the balance control towards 30% makes the machine spend more time penetrating the work and less time cleaning (lifting the oxidization of the work), this can speed up the process of welding and give better penetration at the cost of the finished look of the weld. Conversely when turning up penetration it will cause more heat on the tungsten and hence quicker wear of tungsten and if set to high it can cause the end of tungsten to wobble and fall off into work. It is quite normal never to turn the balance control upwards of 50%. AC Squarewave frequency control This is only found on the very advanced TIG welders and has many benefits On most TIG welders this is fixed at 50Hz. On the Alupulse Tig welder we used above you control the AC frequency from 10 to 300Hz. When turning up the AC frequency you have more weld cycles per second so this gives you first of all:- A faster travel speed helping you to keep ahead of the heat transfer. The width of the arc from tungsten gets smaller the higher the frequency is set so you get pinpoint accuracy and the weld width is much easier to control. When you turn up the AC frequency the pitch of the weld will increase this is completely normal. Beginners will find welding with a tig welder that has AC frequency control is a lot easier than using one without this feature. Do not confuse AC frequency control with pulse frequency which I will cover next, this is for pulse welding. Pulse Welding (used only on torch trigger operation)Pulse welding is not as complicated and some people think, instead of welding at one amperage for the entire weld you can set two amperage for the machine to use I.E Base / Main amperage 40amps, Pulse amperage 100amps What will happen is the welder will switch between the two amperages and this allows you to limit the amount of heat going into work, especially good for welding stainless steel, it can give a very small width of weld or limit heat deformation. It is also great for synchronising the welding operators ability to add filler wire if pulsing slowly. The pulse settings used are as follows. Base amps – Main welding amps knob. This is the amount of background current or non welding current supplied. We want this value to be below the material melting point so it can cool and solidify when base current is applied. The base current acts to keep the arc alight in between pulse current pulses. Pulse Amps – This is a yellow knob. This is the actual work current and is set sufficiently high so as to melt the workpiece. Pulse Frequency – This is a yellow knob. The pulse frequency sets the amount of pulses per second. On the alupulse machine this is on pulse every two seconds up to 25 pulses per second. Pulse Duty – This is a yellow knob. The pulse duty is a ratio between pulsing current time and base current time in a cycle. If it is 50% then you will have pulse for 50% of the time and base for 50% of the time. If it is 30% then you will have pulse for 30% of the time and base for the remaining 70% of the time. To determine just how much heat is going into the weld we can do a simple math calculation. Example 1. We want to weld some 3mm ally plate. We know that 90 amps is required to easily melt it but we want to use less heat (amps = heat). What we can do is set our pulse current to 120 Amps, our base current to 50 amps, our pulse width to 50% and pulse frequency to 1Hz. The equation to calculate average current looks like this. 50% x 120A + 50% x 50A = 60A + 25A = 85A Welding amperage was reduced by 5 amps overall but easily achieved the weld. Example 2 This time we set a pulse current of 200 Amps, a base current of 20 Amps, a pulse width of 20% and pulse frequency of 1Hz. The equation to calculate average current looks like this. 20% x 200A + 80% x 20A = 40A + 16A = 56A Welding amperage was reduced by 34 amps overall but again easily achieved the weld. You will note in both examples the frequency did not have an effect on the weld current. This is best explained in the example below. Pulsing 50% at 1Hz is the same energy as Pulsing 50% at 4Hz (4Hz = 4 cycles per second = 1 cycle per 0.25 seconds) 50% Peak + 50% Base = 100% also is equal to ( ((50% Peak + 50% Base)x.25sec) + ((50% Peak + 50% Base)x.25sec)) + ((50% Peak + 50% Base)x.25sec) + ((50% Peak + 50% Base)x.25sec) / 4 ) = (12.5% Pulse +12.5% Base + 12.5% Pulse +12.5% Base + 12.5% Pulse +12.5% Base + 12.5% Pulse +12.5% Base +) = 100% As you can see they are the same except the latter is pulsing 4 times more often which has an effect of slightly narrowing the arc cone. Remote foot pedalThis allows you to control the amperage when actually welding which can be very beneficial especially when welding aluminium. You simply unplug the torch switch plug from machine and plug in the foot pedal. You set the main control amperage on machine to the maximum you wish the foot pedal to go to on a maximum depression. So if you set the main amperage control to 100amps the foot pedal when fully depressed with give 100amps. Once a weld pool is formed and you are moving along the weld as the heat has transferred along the work you may require less amperage as you move along otherwise the weld pool width / penetration will get too big, reducing the welding current will stop this happening. Over a 300mm long weld, you may need 100amps at the beginning and only 80 amps at the end of weld. Most experienced tig welders prefer to use a foot pedal, unless the welding in not being done at a workbench i.e. under the bonnet of a race car. |




 Gloves, auto-darkening helmet and a suitable cotton based jacket are essential to keep safe
Gloves, auto-darkening helmet and a suitable cotton based jacket are essential to keep safe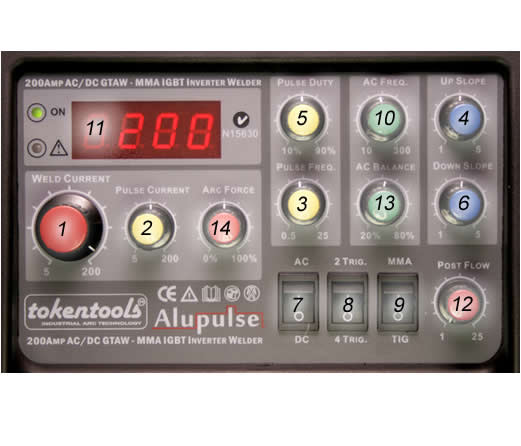 Fig 4
Fig 4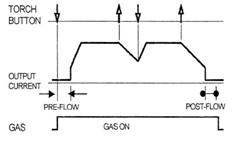
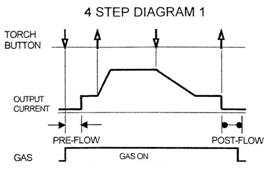 Press and hold the TIG torch switch to start sequence. The machine will open gas valve to start flow of shield gas, after a 0.5 seconds pre-flow time to purge air from torch hose the welding output of machine will be turned on and the arc will be started. After the arc is started the output current will be at start (min) current This condition can be maintained as long as required. Release the TIG torch switch to go to step 2 The machine will now increase output to base (main) current in time set by slope-up. Press and hold the TIG torch switch when main weld is complete The machine will now decrease the welding output current to finish (min) in down-slope time set. Once at finish (min) output you can release the TIG torch switch to end weld the gas post-flow will continue to run for set time.
Press and hold the TIG torch switch to start sequence. The machine will open gas valve to start flow of shield gas, after a 0.5 seconds pre-flow time to purge air from torch hose the welding output of machine will be turned on and the arc will be started. After the arc is started the output current will be at start (min) current This condition can be maintained as long as required. Release the TIG torch switch to go to step 2 The machine will now increase output to base (main) current in time set by slope-up. Press and hold the TIG torch switch when main weld is complete The machine will now decrease the welding output current to finish (min) in down-slope time set. Once at finish (min) output you can release the TIG torch switch to end weld the gas post-flow will continue to run for set time.



 To make a sound weld you must learn to combine all the mechanical techniques into one fluid motion. A good weld should look like a stack of fish scales lying on top of each other. Practice so that welding on all joints in all positions becomes second nature. Visually and structurally test your welds on pieces of scrap before starting a real piece of work.
To make a sound weld you must learn to combine all the mechanical techniques into one fluid motion. A good weld should look like a stack of fish scales lying on top of each other. Practice so that welding on all joints in all positions becomes second nature. Visually and structurally test your welds on pieces of scrap before starting a real piece of work.  TIG welding aluminum progresses at a faster travel rate than steel. Due to aluminum’s high thermal conductivity and low melting point, the travel speed will increase as the welding progresses. If the travel speed is not increased, there is a chance of excessive melt-through on thin aluminum parts Advanced features found on Tokentools TIG Welders and their benefits
TIG welding aluminum progresses at a faster travel rate than steel. Due to aluminum’s high thermal conductivity and low melting point, the travel speed will increase as the welding progresses. If the travel speed is not increased, there is a chance of excessive melt-through on thin aluminum parts Advanced features found on Tokentools TIG Welders and their benefits